
发货:3天内
发送询价
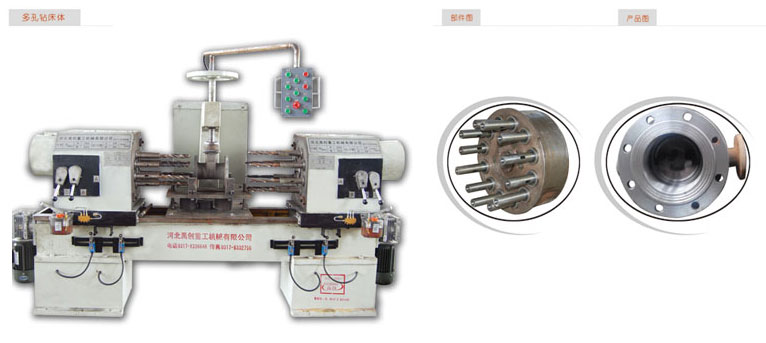
阀门多孔钻床主要用于各类阀门快速 制造,也可用于多孔、多面的汽车零件 加工。阀门多孔钻床可完成空间多工位同时采用多把镗铣刀具进行平面加工,还可完成阀门各法兰连接面上的不同类型分布孔(如圆、椭圆、三角形等不规则分布孔系)的多工位同时加工,可大大提高加工效率,减少装夹定位次数。
阀门多孔钻床特点:
一个或两个法兰面的多个孔同时加工、加工效率高、减少人工、加工尺寸统一性高、操作简便。
阀门多孔钻床优点:
1、加工效率高:在加工过程中机床采取动力头同时工作的方式可以在同一时间内完成阀体的钻孔工序。所需时间在1-2分钟。
2、减少人工:传统钻孔要使用模具一个孔一个孔的加工,浪费时间,本机床可以同时加工两个面的多个孔,提 ,并且在操作时可以采用一个同时操作两台机床的方式。
3、阀门专用多孔钻床适用于各种阀门管件:机床可以加工两法兰面在同一轴线上的任何阀体、单独加工中口的阀体。
4、加工尺寸统一性高:调整完成后不用二次调整,只需把阀体放到工装上压紧即可进行钻孔。
5、操作简便:本机床操作简单,有无经验者一学即会。
 阀门机床液压系统故障诊断原则以及程序研究
阀门机床液压系统故障诊断原则以及程序研究[一]、阀门机床液压系统故障诊断原则
一是先主后次的原则。针对可能性较大的故障原因进行深入的探测,若这个可能原因不是正确的原因,再进一步深入探测二可能原因。关键问题就是如何判断各种故障原因发生的可能性大小,专用机床方法是根据故障信息以及经验进行排序,有以下几种方式:特征信息排序,即将故障发生的各种特征信息初步进行排序后,然后就对各种原因进行一一检查。初始因素排序,即将质量差元件、负载较大元件、长时间运行元件以及紧密易损坏元件作为优先检查的元件。故障原因概率排序,即利用统计的手段计算出各种原因发生概率的大小作为依据,进行故障原因检查次序的排定。
二是先易后难的原则,就是先检查便于拆卸、直接观察以及测试的系统或者元部件,例如便于测试的电气系统以及便于直接观察的冷却水等方面。然后,再排查难以直接观察测试或者换拆卸的因素,例如体积较大且十分笨重的液压缸和液压泵等。一般设备工作的外部环境、结构简单的杨公祭元件等较容易检查,而具有复杂内部结构的元部件不易检查,所以液压系统检查时一般按照液压阀、液压泵、液压缸以及液压马达的先后顺序逐个排查。
[二]、阀门机床电气控制PLC程序研究
随着计算机技术、微电子技术的快速发展,阀门机床的自动化水平有了明显的提高。当前的阀门机床电气控制系统还有一定的优化的空间。为了好地满足市场需求,进一步提高阀门机床的可操控性和加工精度,推动生产工艺的转型升级、新换代,相关研究人员应从多方面考虑,采用先进的设计方法,结合电气控制理论知识,做好阀门机床电气控制系统的设计工作。电气控制系统的控制能力对整个阀门机床的加工生产有重要影响。在实际应用中,应结合不同行业的实际需求,优化设计阀门机床的电气控制系统,合理设计该系统的各个模块,并基于PLC程序设计实现多种控制功能,从而不断提高阀门机床的运行效率。
PLC程序往往被看作阀门机床电气控制的关键性部分,其中阀门机床的PLC程序可达到几十毫秒~几百毫秒的处理时间,此速度完成能够满足绝大多数信息处理的要求,但就某些对响应速度要求较高的信号而言,此处理速度亦存有某些局限性。鉴于此,该立式加工中心把PLC程序设计划分成低级程序与程序两大部分,其中从控制功能角度把低级程序划分成若干模块进行编制。
河北禹创重工机械有限公司(http://www.hbyc982.com)是一家集科研开发生产各种三面多孔钻床的公司。三面数控镗车床、双面车床、硬密封闸阀专用机床设备销往浙江、江苏、上海、安徽、河南、河北、天津、辽宁等地。